60人开工装配C919 机身初具雏形力争年内首飞
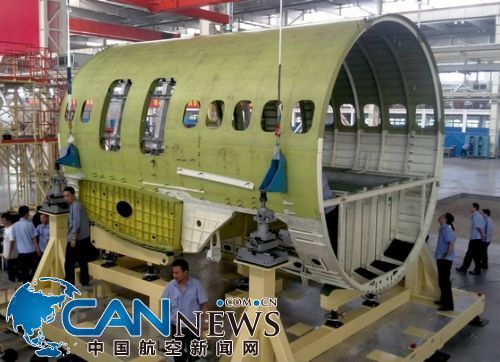 组装中的C919
组装中的C919
农历羊年春节的浦东机场格外忙碌,探亲、出游,一架架飞机从机场起飞、降落。
就在机场南面约9公里的地方,中国商飞总装基地巨大的部装车间内,一架大型飞机正安静地躺着,整个机身已具雏形。与所有在机场进出的飞机不同,它是纯正“中国制造”的首架大型客机――C919,代号“101”。
在经过春节假期的短暂休憩之后,昨天,中国商飞上飞公司项目管理部副部长郑大勇和同事们已经开始为节后恢复生产做起了准备:有的研究装配大纲,有的梳理工具数量,有的细致拆解包装,有的忙着操作铆枪,有的启动行车准备吊装……近60人的团队鏖战在装配一线,只为顺利完成任务。
飞机具备“骨骼和肉”
就在春节前,C919首架机的后机身后段、垂直尾翼先后运到了总装基地。部装厂房里有5个工位,其中之一就是C919的全机对接生产线。这是一条自动化生产线,可计算机调节对接位置坐标,放机头的4个支柱也可自动调节,还可以激光定位。
郑大勇告诉记者,全机对接一共要完成4条缝:机头和前机身、前机身和中机身、中机身和中后机身、中后机身和后机身前段。这4条缝结合后,结构硬件下架,飞机的模样也就出来了。过去,都是靠手动将飞机各个部位调成应有的位置,但C919采用先进的数字化测量技术,不再需要人工校准,误差可精确到毫米级以内。
从去年9月开始C919机身对接以来,目前飞机机身纵向对接已经完成,横向对接还在进行。用郑大勇的话说,飞机的“骨骼和肉”已基本具备。而飞机的心脏、血管、神经等,也就是各种线缆、发动机、电子设备,将等部装车间的所有工序完成后,转移到总装车间进行安装。
总装基地潜力巨大
按照设计,C919的最大载客量为190人。然而,如此庞大的一架飞机,在部装车间里看,感觉却并不大。
“那完全是因为我们这个车间太大了,长300米,宽96米。”郑大勇说道。相比之下,总装车间显得更加狭长:长305米,宽78米。理由在于,部装车间需要容纳飞机各个部段分散装配,所以更宽敞些;总装车间引入移动生产线,整架飞机要在其中不断移动,所以要更长些。
在占地4000亩的中国商飞总装基地,类似的大型车间分布各处。从南到北,分别是复合材料、部装、总装三大车间;从东到西,C919、ARJ21和规划中的下一代宽体客机,分别拥有三大车间。
据中国商飞公司预测,未来20年,仅中国市场就需要新增近5300多架50座以上的民用飞机,总价值高达6400多亿美元。未来巨大的市场为中国国产大飞机的发展提供了难得的历史机遇。
成为亲朋关注焦点
刚刚过去的农历马年,中国大飞机人度过了忙碌而又难忘的一年。
去年年底,ARJ21获得中国民航局型号合格证,我国民用飞机产业实现历史性重大突破。C919详细设计全面完成,实现首架机机体结构全机对接,在工程设计、试验、制造、关键技术攻关、机载系统合资合作等方面取得重要进展,累计订单430架。未来新型客机的预先研究和前期论证也取得重要进展。
大飞机人的忙碌,郑大勇深有感触。今年春节,他的年过得和其他人没啥大不同,走走亲戚,其乐融融。不过他也是众人关注的“焦点”,不少亲朋好友问起,大飞机究竟造得怎么样了,进度顺不顺,什么时候飞起来……
“有这么多人在关心,我很感动,也感到压力。”郑大勇说,在国外造飞机,压力主要来自商业问题;造自己的飞机,除了商业压力,还必须面对公众的期待,“要对得起沉甸甸的期待,必须努力早日让大飞机飞上蓝天”。按计划,C919将力争在今年年底实现首飞。